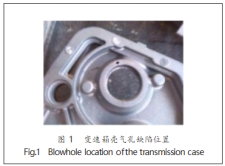
1 气孔
气孔缺陷在灰铸铁件中较为常见, 主要集中 在浇注位置的上表面和远端,图 1 是变速箱壳气孔缺陷位置。
1.1 产生原因
分析认为,铸件上表面中部位置出现的气孔 为皮下气孔。 由于在铁液流动过程中温度降低, 铁液内部气体在表皮下无法排除,就会在此处形 成气孔。
1.2 防止措施
此类缺陷可在产生气孔的外侧或砂芯芯头 顶部安装排气针,采用薄的排气通道与之连通进 行排气,浇注开始时可使型腔内气体排出,浇注 快结束时冷铁液进入排气针,从而达到排气效 果,避免皮下气孔产生。
1.3 注意事项
(1)在引热铁液至气孔产生部位的过程中, 由于流程太远,铁液在流过过程中温度下降很 快,起不到任何消除气孔缺陷的作用,一般都采 用溢流冷铁液来消除气孔缺陷。
(2)由于砂芯发气量远远大于湿型砂的发气 量[7],砂芯在使用前放置时间过长,吸收水气后会 造成铸件皮下针状气孔,因此,砂芯上部必须设 置排气装置。
(3)适当提高浇注温度,有助于减少气孔的 发生率。
(4)浇注位置的中后部位采用本体出气针, 出气针不宜过小也不宜过大。出气针太小,会使 铁液快速冷却,出气针根部有气孔产生;出气针 太大,清理时容易带肉造成铸件报废。因此,壁厚 为 6~12 mm 的铸件一般采用 φ10~12 mm 的排气针。
1.4 效果
通过采用上述方法,铸件上表面气孔缺陷的
发生率由原来的 2.08%降至 0.2%,该缺陷基本得 到消除。
2 夹杂
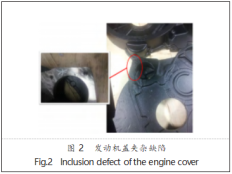
图 2 是发动机盖出现的夹杂缺陷,由图 2 可 见,浇注时铁液最后到达部位的上表面边缘部位 出现黑色夹杂缺陷,形状不规则,尺寸小于 3 mm× 3 mm×5 mm,加工后才能看到蝌蚪状的黑色缺陷, 继续加工又消失。
2.1 产生原因
铁液中有少许浮渣、氧化膜等杂质汇集在铁 液最后到达的位置,造成黑色夹杂缺陷。
2.2 防止措施
针对这种黑色夹杂,可在侧面安装溢流槽, 采用宽 20 mm、厚 3 mm 的溢流通道与之连通进 行溢流(如图 3 所示),使浇注快结束时容易产生 缺陷的冷铁液进入溢流浇道内, 减少夹杂缺陷的产生。
2.3 效果
工艺改进前,生产 300 件铸件,夹杂缺陷的 发生率为 30%;工艺改进后,持续生产 5 000 件 铸件,没有发现此种缺陷。
3 变形
3.1 变速箱法兰变形
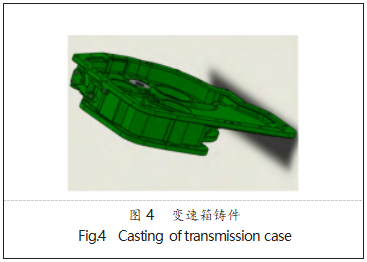
图 4 是变速箱铸件,在法兰局部无支撑的
300 mm×240 mm 范围内出现了 2~3 mm 的变形 量,壁厚为 7 mm。
3.1.1 产生原因
(1)浇注温度偏高,铸件的局部收缩变大,增 加铸造应力,导致铸件发生变形。
(2)铸件的 CE 过高,也会增大铸件固态收 缩时的应力。
3.1.2 防止措施
将浇注温度由 1 360~1 390 ℃调整为 1 370~ 1 380 ℃, 原铁液的 w(C)量由 3.25%~3.35%调整 为 3.1%~3.2%。
3.1.3 效果
工艺改进后,生产的 200 件变速箱法兰无一 出现变形情况,后期生产的 3 000 件铸件也无变 形情况出现。
3.2 飞轮壳盖薄壁处变形
图 5 是飞轮壳盖铸件,最薄壁厚为 4.5 mm, 大部分区域壁厚为 6 mm。铸件扇形区域内凹 1~ 2 mm,此处由于在装配时与内腔部件干涉, 需要 将变形量控制在 0.5 mm 以下。
3.2.1 产生原因
薄壁处收缩快,铸件内表面早于内腔凝固, 内应力产生的变形向外造成内凹变形, 使变形部 位集中在最小壁厚处。
(1)温度过高,导致液态收缩增大,铸件的整 体收缩变大,增加铸造应力,导致铸件变形。
(2)该区域壁厚仅 4.5 mm,薄壁区上方是湿 型砂,薄壁下方是厚度仅 40 mm 的冷芯树脂砂, 湿砂铸型的蓄热性能差,激冷作用较强,增大薄 壁处的冷却速度,收缩时产生应力导致变形。
3.2.2 防止措施
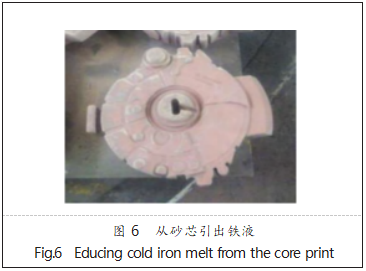
将浇注温度由 1 440~1 460 ℃降至 1 415~ 1 430 ℃,在砂芯上对应变形部位增设保温铁液 储存凸块,中间孔侧面开口用于溢流(如图 6 所 示),使保温铁液对应位置冷却速度变慢, 减小变 形。
3.2.3 效果
工艺改进后,生产的 5 000 件铸件没有发生 过变形情况。
4 冲砂
冲砂是采用湿型砂生产铸件常见的缺陷,主 要由于内浇道设计不合理造成, 铁液由内浇道进 入型腔时冲刷或者烘烤脆弱的砂型, 造成砂型剥 落或者开裂,导致铸件砂眼、机械粘砂。
变矩器内浇道底部冲砂缺陷如图 7 所示。变 矩器采用顶注式浇注系统,有 3 个内浇道,其中
2 个由冷芯形成,另 1 个由外型形成,外型形成 的内浇道冲砂严重。
4.1 产生原因
冲砂内浇道为 36/40 mm×12 mm 的梯形,截 面尺寸较大,铁液流量和冲刷力较大,而内浇道 下方为铸件突出棱角部位,抵抗铁液冲刷作用较 差。
4.2 防止措施
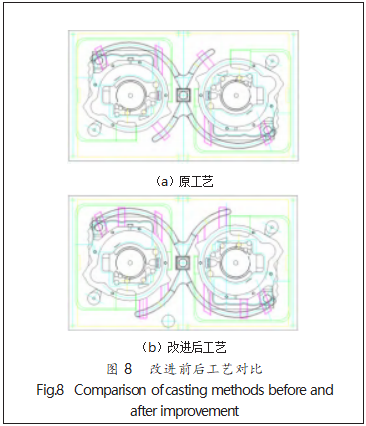
(1)将铸型形成的内浇道由 3 个改成 5 个, 冲砂部位的内浇道改成薄而扁状,尺寸由 36/40 mm×12 mm 改成 38/40 mm×4 mm,并在其它部位 加内浇道,截面积不变(如图 8 所示)。
(2)调整内浇道位置,避开棱角部位,并将浇 道垂直方向进入型腔改为切线进入型腔(如图 8所示),减少铁液对铸型的冲刷作用。
4.3 效果
按照上述工艺改进后,铸件再没有产生冲砂
缺陷。
5 结论
(1)浇注位置末端区出现的气孔主要是由于 冷铁液汇集,使气体排出不畅,因此,可采用溢流 和排气的方式来减少气孔产生的可能性; 皮下气 孔的防止措施主要是提高浇注温度和增加排气, 可以充分利用砂芯芯头进行排气。
(2)铸件上表面浇注位置远端边缘位置出现 黑色夹杂缺陷,可在侧面安装溢流槽, 使浇注快 结束时容易产生缺陷的冷铁液进入溢流浇道内, 减少夹杂缺陷的产生。
(3)铸件变形的主要原因是各部分的收缩时 间和收缩量不一致导致内应力产生,可以在不出 现气孔和冷隔的情况下,适当降低浇注温度, 如 果温度不能降低,可通过调整温度场的均匀度来 控制变形。
(4)冲砂原因主要是由于内浇道太集中, 造 成铁液对铸型局部冲刷和破坏,从而使砂型溃 散。因此,可以采用薄而扁且分散的内浇道, 减弱 铁液对砂型的冲刷力, 如果有可能,可以采用底 注式浇注系统。